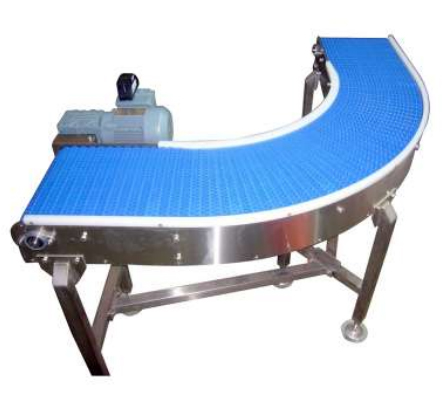
A modular belt conveyor is a type of conveyor system that uses a series of interlocking plastic modules, forming a continuous belt. These conveyors are designed for durability, flexibility, and ease of maintenance. Here’s an in-depth look at the components, design, applications, benefits of modular belt conveyors:
Components
- Modular Belt
- Material: Made from durable plastic such as polypropylene, polyethylene, or acetal.
- Design: Interlocking modules that can be easily replaced or reconfigured.
- Variety: Available in different sizes, shapes, and configurations to handle various types of products and applications.
- Surface: Can be smooth or textured, with options for perforations or solid surfaces.
Design Considerations
- Load Capacity: Ensure the conveyor is designed to handle the maximum load of the products being conveyed.
- Belt Type: Select the appropriate modular belt type based on the product and application requirements.
- Speed: Determine the appropriate conveyor speed for efficient product handling.
- Environmental Conditions: Consider factors such as temperature, humidity, and exposure to chemicals when selecting materials.
- Safety Features: Incorporate guards, sensors, and emergency stop mechanisms to ensure safe operation.
Applications
- Food Processing: Moving products such as baked goods, meat, and produce.
- Pharmaceuticals: Handling packaged medications and medical devices.
- Packaging: Transporting packaged goods, cartons, and boxes.
- Automotive: Moving parts and components in manufacturing and assembly.
- Beverages: Handling bottles, cans, and containers.
Typical Layouts
- Straight Line: For direct, linear product movement.
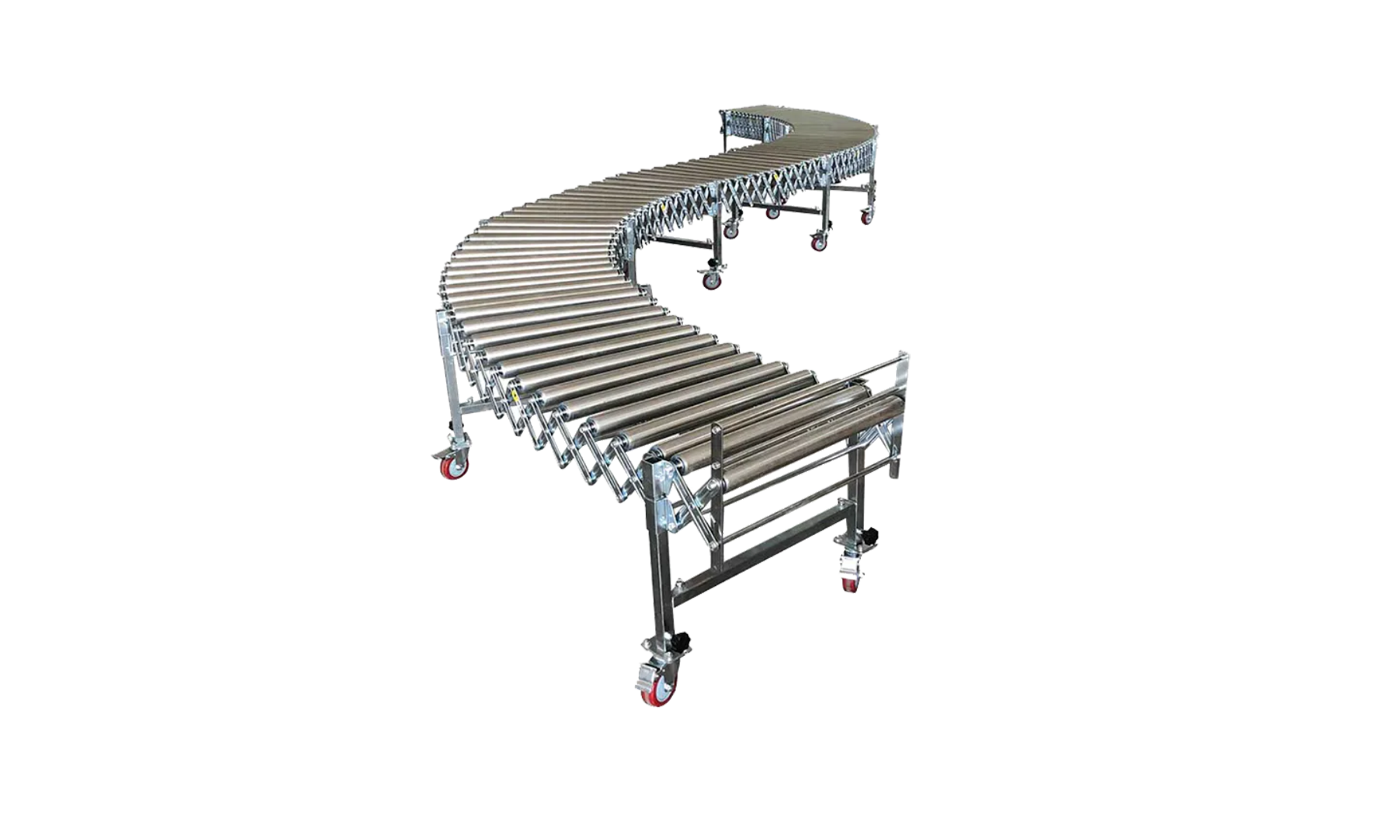
- Curved: To navigate around obstacles or fit into confined spaces.
- Inclined/Declined: For moving products between different heights.
- Z-Shaped: For applications requiring multiple changes in direction and elevation.
Benefits
- Durability: Resistant to wear, chemicals, and moisture.
- Flexibility: Easily reconfigured for different applications and layouts.
- Hygiene: Easy to clean, making them ideal for food and pharmaceutical industries.
- Maintenance: Modular design allows for quick replacement of damaged sections.
- Versatility: Can handle a wide range of product sizes, shapes, and weights.
- Customization: Modules can be customized with different surfaces, perforations, and accessories.